Was ist ein Welding Report?
Die Belastung von Konstruktionen aus Stahl auf der offenen See (Offshore) ist durch Umweltbedingungen wie Wellengang oder tiefe Temperaturen deutlich höher als an Land. Auch ist die Erreichbarkeit der exponierten Bauten per se schwieriger als an Land. Daher wird hier eine noch höhere Ausfallsicherheit gefordert. Dies bedingt neben der sorgfältigen Bauausführung auch die Verwendung von Baustoffen, die sich zum einen gut verarbeiten lassen und zum anderen exzellente mechanisch-technologische Eigenschaften besitzen.
Zur Unterstützung des Kunden bei eigenen umfangreichen Qualifikationsmaßnahmen unter Verarbeitungsbedingungen der Fertigungsstätte und des Projektes werden für Offshore Material neben den standardgemäß durchgeführten Erprobungen der Bleche auch Vorabqualifikationen des Materials beim Hersteller durchgeführt.
Um eine bestimmte Stahlsorte bis zu einer bestimmten Dicke vorab zu qualifizieren, muss der Grobblechhersteller verschiedene Prüfungen sowohl am Grundmaterial selbst als auch an Schweißverbindungen des Grundwerkstoffs durchführen. Zur Erstellung eines vollständigen Schweißeignungsnachweises, in Englisch Welding Report (WR), werden mehrere Proben mit unterschiedlichen Schweißenergien und gegebenenfalls in unterschiedlichen Wärmebehandlungszuständen gefertigt. Diese Fertigung stellt besonders bei dicken Blechen einen enormen Arbeitsaufwand dar. Ausschlaggebend hierfür ist die Tatsache, dass beispielsweise bei einem 208 mm dicken Blech bis zu 425 Schweißraupen gelegt werden müssen. Dillinger protokolliert die Ergebnisse im WR und unterstützt den Kunden damit bei der Vorbereitung der schweißtechnischen Verarbeitung.
Folgende Grundwerkstoff- und Schweißnahteigenschaften werden beprobt und dokumentiert:
- Härte-, Zug- und Charpy-Kerbschlagprüfungen.
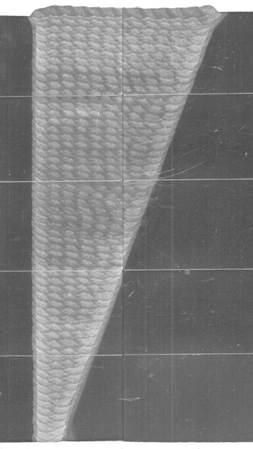
- Bruchmechanischer Crack Tip Opening Displacement (CTOD) Test zur Bewertung der Versagenssicherheit
- Dokumentation der Schweißparameter
- Der WR ist durch unabhängige und kompetente Dritte verifiziert.
Der WR qualifiziert Lieferungen von Blechen, die über einen vergleichbaren Produktionsweg mit ähnlichen Analysen wie das im WR beprobte Material hergestellt werden.
Die regulatorische Grundlage dieser Präqualifikationen sind entweder europäische Offshore-Normen (EN 10225‑1 / Norsok-Standard M‑120) oder amerikanische Offshore-Normen (API 2W / 2Y).
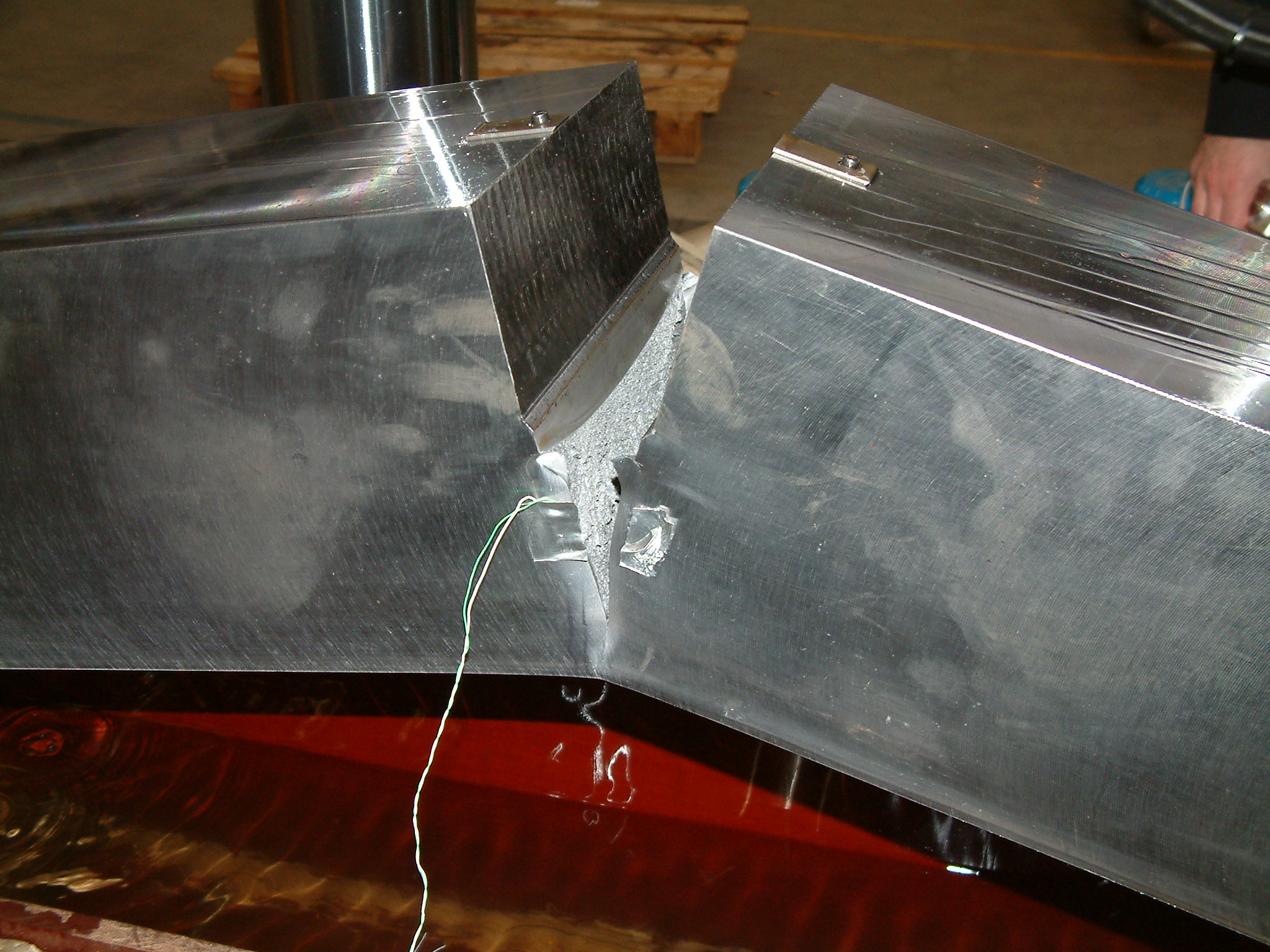
© Dillinger – CTOD‑Probe nach Versuchsende: Zu erkennen ist der eingebrachte Kerb (oberhalb), an den sich unterhalb der eingeschwungene Ermüdungsriss anschließt. An dessen Rissspitze sind Dehnungsmessstreifen montiert, die die Rissaufweitung in der Biegemaschine messen, bis der Riss anfängt zu laufen. Gemessen wird zum einen die Rissspitzenaufweitung. Zum anderen wird die Art des Risses, u.a. ob duktil oder spröde, ermittelt.


Aktien-Gesellschaft der Dillinger Hüttenwerke, Werkstraße 1, 66763 Dillingen/Saar, Telefon: +49 6831 47 0, Telefax: +49 6831 47 2212, Sitz: Dillingen/Saar, Registergericht: Amtsgericht Saarbrücken HRB 23001, Vorsitzender des Aufsichtsrats: Reinhard Störmer, Vorstand: Stefan Rauber (Vors.), Joerg Disteldorf, Daniël Nicolaas van der Hout, Dr. Peter Maagh, Markus Lauer, Jonathan Weber
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.