Le TTAS : De quoi s’agit-il exactement ?
Dans quel contexte parle-t-on de TTAS ?
Le terme « traitement thermique après soudage » ou TTAS est la désignation internationale pour le procédé de « recuit de détente ». Ce terme est très fréquemment utilisé dans les référentiels qui décrivent les méthodes appliquées dans la construction métallique et d’équipements sous pression. Dans les normes produits pertinentes, à l’instar de la norme EN 10028‑3, on trouve à ce sujet des indications de commande concernant le paramètre durée/température P sous forme de valeur Pcrit.
Dans quelles circonstances utilise-t-on le recuit de détente ?
Après soudage de la pièce, un post-traitement de type TTAS est souvent intégré dans le processus de fabrication. Ce post-traitement a pour objectif de réduire les contraintes internes induites par l’apport de chaleur lié au processus de soudage. Ce procédé offre également la possibilité de paramétrer les propriétés mécaniques de la liaison soudée (composée de la zone affectée thermiquement (ZAT) et du cordon de soudure). Dans la plupart des cas, le post-traitement du cordon de soudure repose sur un traitement thermique. C’est la raison pour laquelle, dans le jargon professionnel, on parle également de post-traitement thermique ou de recuit de détente. Lors de ce processus, la conduction de la chaleur s’apparente en général à celle d’un procédé de recuit.
Deux procédés fondamentaux
Lors de ces processus de post-traitement thermiques, le matériau de base subit lui aussi un traitement partiel ou complet. Soit l’opération se concentre sur le seul cordon de soudure qui est alors traité localement à l’aide de « tapis chauffants », soit la pièce soudée entière est chauffée dans un four. Le choix du procédé varie selon que la pièce est encore au stade de la fabrication ou déjà en service. Dans les cas de réparation d’équipements déjà en place, le traitement thermique est généralement effectué de manière locale, le démontage étant potentiellement trop onéreux ou long, voire impossible.
Les aciéristes d’expérience tels que Dillinger à la rescousse
Il convient de garder en mémoire que, lors d’un TTAS, la nature du traitement thermique choisi a un impact sur la structure de l’acier traité avec, pour conséquence, une modification potentielle de ses propriétés technico-mécaniques. Ceci dépend tout autant de la vitesse de chauffage et de refroidissement que de la température et du temps de maintien. Chez Dillinger, ces facteurs sont traduits à l’aide d’équations sous forme de paramètres de Larson Miller ou d’Hollomon. Lors des commandes d’aciers, l’aciériste d’expérience procède à une étude de faisabilité détaillée en s’appuyant sur des outils dédiés. Ainsi, le métallurgiste est assuré qu’il ne court aucun risque lors de l’utilisation de tôles fortes Dillinger dans son propre processus de fabrication.
Une aide numérique 24h/24
Nous vous recommandons de consulter la rubrique E-Service sur le site Internet de Dillinger. Les métallurgistes y trouveront des outils essentiels pour le soudage, dont le calcul du paramètre d’Hollomon cité plus haut.
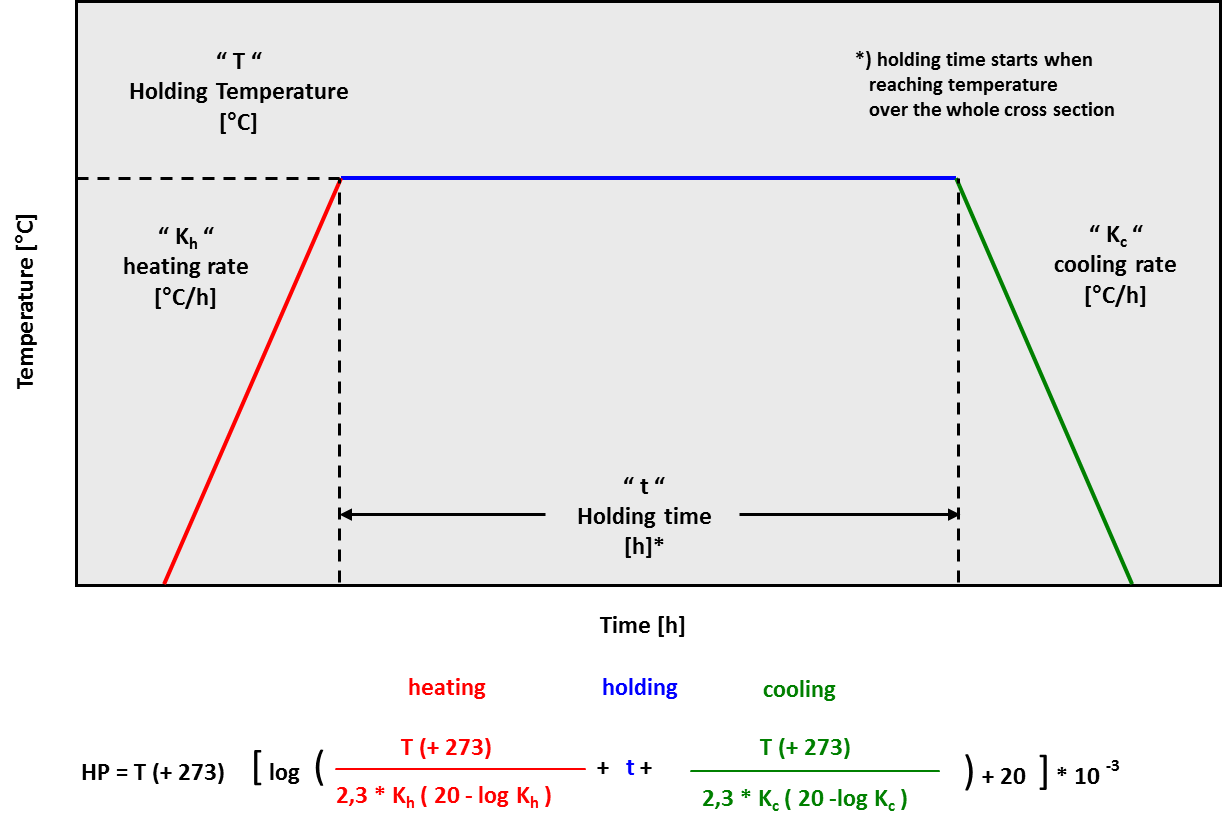
Paramètre d’Hollomon © Dillinger

Aktien-Gesellschaft der Dillinger Hüttenwerke, Werkstraße 1, 66763 Dillingen/Saar, Telefon: +49 6831 47 0, Telefax: +49 6831 47 2212, Sitz: Dillingen/Saar, Registergericht: Amtsgericht Saarbrücken HRB 23001, Vorsitzender des Aufsichtsrats: Reinhard Störmer, Vorstand: Stefan Rauber (Vors.), Joerg Disteldorf, Daniël Nicolaas van der Hout, Dr. Peter Maagh, Markus Lauer, Jonathan Weber
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.