PWHT-Anwendungen: Worum handelt es sich dabei?
In welchem Zusammenhang wird von PWHT gesprochen?
Der Begriff „Post Weld Heat Treatment“, abgekürzt „PWHT“, ist die internationale Bezeichnung für „Spannungsarmglühen“ und in den gängigen Regelwerken des Stahlbaus und des Druckgerätebaus sehr oft anzutreffen. In den relevanten Produktnormen, wie z.B. der EN 10028‑3, findet man dazu Bestellhinweise bezogen auf den vorgesehenen Zeit-Temperatur-Parameter P in Form des Wertes Pcrit.
Wann wird das Spannungsarmglühen angewendet?
Nach der schweißtechnischen Fertigung gehört eine Nachbehandlung mit PWHT oft zu dem Fertigungsprozess dazu. Die Nachbehandlung zielt darauf ab, die Eigenspannungen, verursacht durch den Wärmeeintrag des Schweißprozesses, zu reduzieren. Ferner besteht die Möglichkeit, die mechanischen Eigenschaften in der Schweißverbindung (bestehend aus der Wärmeeinflusszone (WEZ), sowie der Schweißnaht) einzustellen. In den meisten Fällen erfolgt die Schweißnahtnachbehandlung durch eine thermische Behandlung. Im Fachjargon spricht man deshalb auch von Wärmenachbehandlung oder Spannungsarmglühen. Die Wärmeführung bei diesem Prozess kommt in der Regel einem Anlassen nahe.
Zwei grundlegende Verfahren
Nun wird bei diesen thermischen Nachbehandlungsverfahren der Grundwerkstoff teilweise oder vollständig mitbehandelt: Entweder wird lediglich die Schweißnaht lokal mit „Heizmatten“ geglüht, oder man gibt das ganze, geschweißte Bauteil in den Ofen. Dies hängt u.a. davon ab, ob sich das Bauteil noch in der Fertigung befindet oder bereits im Betrieb war. Bei Reparaturfällen von eingebauten Apparaturen erfolgt die Behandlung dann meist lokal, da ein Ausbau zu kostspielig und zeitaufwendig wäre, oder schlichtweg gar nicht mehr möglich ist.
Erfahrene Stahlhersteller wie Dillinger helfen
Zu beachten gilt bei der Durchführung eines PWHT immer, dass die Art der Wärmehehandlung eines Stahls eine Veränderung des Gefüges und somit auch der mechanisch-technologischen Eigenschaften mit sich bringen kann; dies ist sowohl abhängig von der Aufheiz- und Abkühlrate, als auch insbesondere von Haltetemperatur und Haltezeit. Als Stahlhersteller übersetzen wir diese Parameter mit Hilfe von Gleichungen in den sogenannten Larson Miller- oder Hollomon‑Parameter. Bei der Stahlbestellung prüft der erfahrene Stahlhersteller die Machbarkeitsfälle im Einzelnen und verwendet eigens hierfür entwickelte Konzepte. Somit kann jeder Stahlverarbeiter bei der Verwendung von Dillinger Grobblech davon ausgehen, dass er bei seiner Fertigung auf der sicheren Seite steht.
Digitale Hilfe rund um die Uhr
Hier lohnt sich für Sie der Blick in den Dillinger E‑Service‑Bereich. Dort findet der Verarbeiter wichtige schweißtechnische Hilfstools, darunter auch den obigen Hollomon‑Parameter.
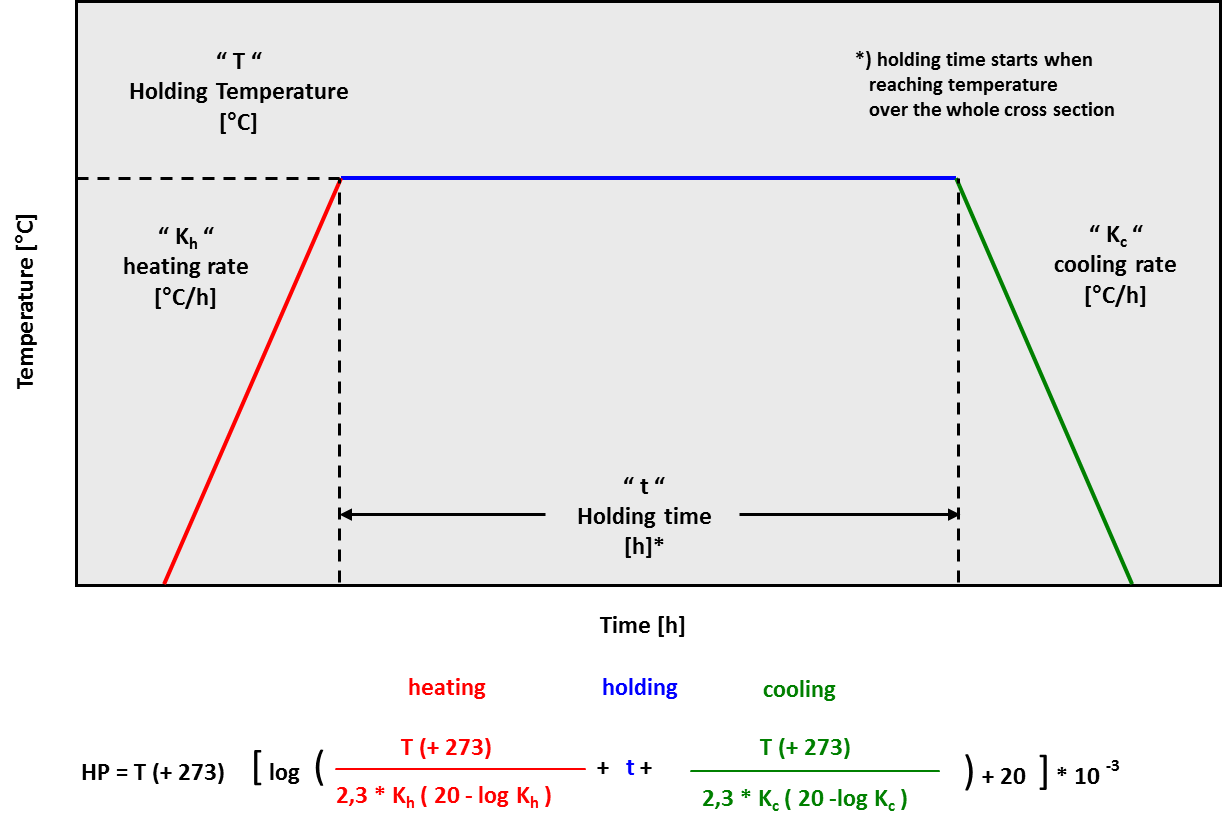
Hollomon Parameter © Dillinger

Aktien-Gesellschaft der Dillinger Hüttenwerke, Werkstraße 1, 66763 Dillingen/Saar, Telefon: +49 6831 47 0, Telefax: +49 6831 47 2212, Sitz: Dillingen/Saar, Registergericht: Amtsgericht Saarbrücken HRB 23001, Vorsitzender des Aufsichtsrats: Reinhard Störmer, Vorstand: Stefan Rauber (Vors.), Joerg Disteldorf, Daniël Nicolaas van der Hout, Dr. Peter Maagh, Markus Lauer, Jonathan Weber
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.