Flatness is what counts - for DIPLAN, too
The flatness of the product plays an important role in the processing of plate material. For this reason, the EN 10029 standard examines flatness and maximum admissible flatness deviations. This standard differentiates between normal (Class N) and restricted flatness tolerances (Class S). As a general rule, unless agreed otherwise, plates are supplied with normal flatness tolerances.
EN 10029 also defines the measuring method for determination of flatness and specifies limits at 1,000 millimetre and 2,000 millimetre measuring lengths. It does not, however, provide any data on the measurement of flatness across greater measuring lengths, to cover the entire surface of a plate. It should be noted that the plate must be located on a flat substrate (a "plane table") for measurement. The measurement is then performed at a defined distance from the edge of the plate (e.g. not less than 25 millimetre from the longitudinal edges) using a precision calibrated straightedge (a large, high-precision "ruler") and, if necessary, also spacers. The distance between the measuring straightedge and the plate surface is measured. The greatest distance between the plate and measuring straightedge (the "wave trough") or the difference between the height of the spacer and the smallest distance between the plate and the measuring straightedge (the "wave crest") is defined as the flatness deviation.
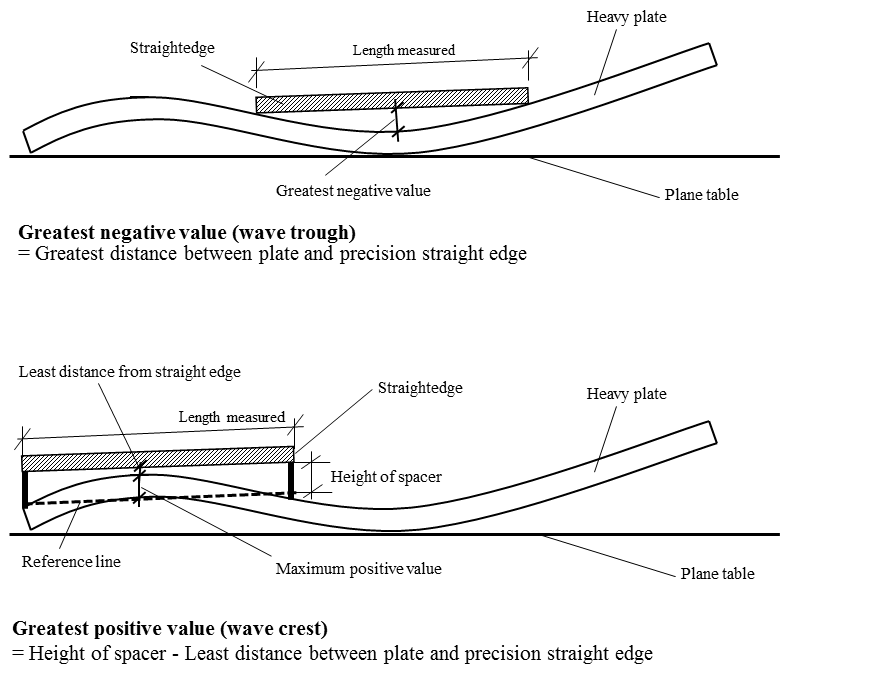
Figure 1: Flatness measurement as per EN 10029 at 1,000 millimetre and 2,000 millimetre measuring length (schematic diagram)

Figure 2: Manual flatness measurement at Dillinger (© Dillinger)

Optimised flatness measurement at Dillinger
Dillinger’s automatic flatness measuring systems makes it possible to check flatness even during production, as well as on the finished plate. Non-contact measuring procedures, such as laser triangulation and stripe projection, for example, are used to measure the distance from an object – in this case, the surface of the plate – from a reference plane, and to thus define flatness. If necessary, flatness can also be measured manually, using a measuring straightedge. Systematic measurement and recording of the level of flatness makes it possible to continuously optimise the production process to achieve ever better flatness.
DIPLAN offers more
DIPLAN assures the perfect solution for you if you need tight tolerances that go beyond the standard requirements across the entire plate surface.
Aktien-Gesellschaft der Dillinger Hüttenwerke, Werkstraße 1, 66763 Dillingen/Saar, Telefon: +49 6831 47 0, Telefax: +49 6831 47 2212, Sitz: Dillingen/Saar, Registergericht: Amtsgericht Saarbrücken HRB 23001, Vorsitzender des Aufsichtsrats: Reinhard Störmer, Vorstand: Stefan Rauber (Vors.), Joerg Disteldorf, Daniël Nicolaas van der Hout, Dr. Peter Maagh, Markus Lauer, Jonathan Weber
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.
Imprint
Privacy policy
Copyright © 2016 Dillinger. All rights reserved.